Водоразбавляемые покрытия с высокой скоростью формирования пленки
14.02.2014

Особенности производства водоосновных лакокрасочных материалов — тема в наше время весьма актуальная. Это связано с известным процессом замещения классических органоразбавляемых материалов материалами либо с высоким содержанием нелетучих веществ, либо материалами на основе водоразбавляемых связующих.
Данный процесс в большей степени произошел в европейских странах, в меньшей степени — в России, хотя тоже заметен, причем значительно. Особенно, конечно, это касается строительного сектора, где большую часть материалов уже сейчас составляют материалы водоразбавляемые.
Переход с органоразбавляемых систем на водоразбавляемые связан, пожалуй, с тремя основными причинами. Первая — высокая токсичность органических растворителей. Наверное, если мы говорим о России, это не столько защита окружающей среды, сколько защита тех, кто будет пользоваться этими материалами (маляров, специалистов по нанесению и т.д.). Во-вторых, это высокая пожаро- и взрывоопасность органических растворителей и их паров. И наконец высокая стоимость органических растворителей, которые при этом не принимают непосредственного участия в формировании пленки лакокрасочного покрытия.
Таким образом, мы можем говорить о том, что на сегодняшний день, в том числе и на индустриальном рынке, доля водоразбавляемых продуктов постоянно растет. Наша компания предлагает для индустриального рынка целый ряд материалов для производства водоразбавляемых систем, начиная от пленкообразователей и заканчивая добавками, которые могут в значительной мере изменить свойства лакокрасочного покрытия.
Как показывает наша практика и практика наших клиентов, индустриальные покрытия на основе водных материалов востребованы, равно как востребованы и специфические свойства этих покрытий. В том числе к таким свойствам относится высокая скорость формирования пленки. В данном случае речь идет не о времени высыхания на отлип и не о времени межслойной сушки. Здесь говорится о наборе пленкой водостойкости, атмосферостойкости и стойкости к горюче-смазочным материалам (ГСМ). Обычно при лабораторных испытаниях время сушки пленки до проведения испытаний на водостойкость, на стойкость к раствору NaCl, ГСМ составляет от суток до недели. К сожалению, как показывает практика, в реалиях у фирмы не всегда есть возможность выдерживать объект с нанесенной на него краской в окрасочной/сушильной камере в течение, допустим, 5 суток. В связи с этим перед лакокрасочниками была поставлена задача — разработать водоразбавляемую грунт-эмаль по металлу с толщиной сухой пленки около 55 мкм и набором водостойкости после 6 ч сушки. Для подобных целей рекомендуется применять материалы на основе водных алкидных пленкообразователей либо на основе водных гибридных систем, состоящих из водных алкидных пленкообразователей и стиролакриловой дисперсии.
В данном случае специалисты химической лаборатории разрабатывали покрытие на основе водорастворимой алкидной смолы Synthalat DRS 05-117 компании Synthopol Chemie и специализированной стиролакриловой дисперсии Liocryl AS 603 того же производителя, предназначенной для производства индустриальных антикоррозионных материалов. В соответствии со стартовой рецептурой, предлагаемой производителем связующего, материалы применялись в соотношении 1:1 по сухому. Обращаю внимание, что именно по сухому связующему, так как сухой остаток дисперсии составляет 40%, а сухой остаток смолы — 75%.
Варианты повышения водостойкости покрытия нагляднее представить в виде схемы:
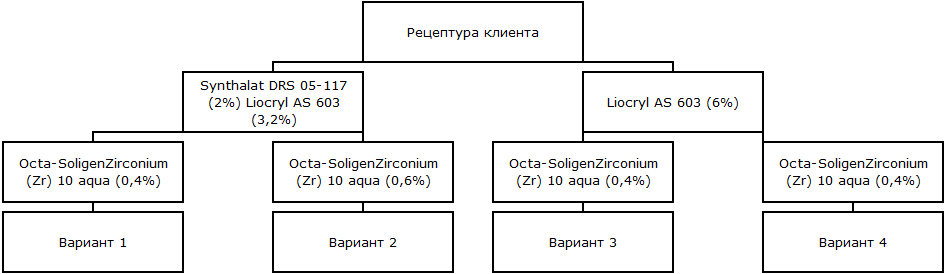
Варианты 1 и 2 подразумевают увеличение доли связующего за счет алкидной смолы и дисперсии плюс добавление разного количества циркониевого сиккатива. Варианты 3 и 4 — увеличение доли связующего только за счет добавления стиролакриловой дисперсии и также разное количество циркониевого сиккатива.
Четыре варианта грунт-эмали наносились валиком на обе стороны металлических пластин в 1 слой. Края пластин дополнительно защищались расплавом парафина. Перед испытаниями полученные образцы выдерживали при температуре T=25°С в течение 5 ч.
Испытания проводили погружением окрашенных металлических пластин в воду на одни сутки.
Принятые меры по корректировке рецептуры на данном этапе не привели к положительным результатам: с обеих сторон пластины покрытие покрылось пузырями после нахождения в воде в течение 16 ч. Варианты 3 и 4 с лучше результат по водостойкости, поэтому варианты 1 и 2 были исключены из дальнейших исследований. На рисунках 1 и 2 представлено фото пластин с покрытием по рецептуре 3 через 16 ч нахождения в воде.
Покрытие по варианту 3 через 16 ч нахождения в воде
.png)
Рис. 1 (лицевая сторона) Рис. 2 (обратная сторона)
В продолжение испытаний решено было увеличить время выдержки образцов покрытий перед погружением в воду с 5 до 6 ч, в результате чего внешний вид покрытий после 16 ч нахождения в воде значительно улучшился по сравнению с предыдущим опытом. На поверхности имели место мелкие пузыри, причем в варианте 4 с 0,6% OS Zr 10 aqua их было мало.
Для гарантированного результата по водостойкости в финишных образцах грунт-эмали количество дисперсии Liocryl AS 603 увеличили до 10%. Через 24 ч нахождения образцов в воде их внешний вид не изменился, пузыри отсутствуют. На рисунках 3 и 4 представлены фото пластин с покрытием по откорректированной рецептуре 3 через 24 ч нахождения в воде.
Покрытие по откорректированному варианту 3 через 24 ч нахождения в воде
.png)
Рис. 3 (лицевая сторона) Рис. 4 (обратная сторона)
Из данных, представленных в таблице, следует, что произошел необходимый набор водостойкости (6 ч сушки, 24 ч пластина стоит в воде) и стойкости к ГСМ (24 ч сушки, 12 ч проверяется пластина).
Выводы
Для достаточно толстослойного индустриального покрытия на основе гибридной системы имеет смысл:
- применять специализированную стиролакриловую дисперсию, предназначенную для индустриальных покрытий;
- увеличить долю данного связующего по отношению к водоразбавляемой алкидной смоле и применять их не в соотношении 1:1 (как рекомендовалось в стартовой рецептуре), а с превышением в пользу быстросохнущей стиролакриловой дисперсии;
- важно учитывать, что при работе с толстослойными лакокрасочными покрытиями, содержащими водорастворимые алкидные смолы, совершенно недостаточно применять сиккатив на основе кобальта, способствующего в первую очередь поверхностной сушке покрытия. Необходимо применять вспомогательные сиккативы, ускоряющие сквозное формирование пленки, например, сиккатив на основе циркония. Как показывает наша практика на примере вышеописанной разработки, оптимально соотношение 1:3 (Co:Zr). Это, с нашей точки зрения, оказывает наибольшее влияние на результат;
- также для производства ВР-покрытий с быстрым набором водостойкости мы рекомендуем использовать специализированные добавки для индустриальных покрытий, например, загустителей на основе ПУ (Borchi Gеl 0620), высококачественных диспергаторов (Borchi Gen 12) и смачивателей поверхности (Borchi Gol LA 200).
Результаты испытаний готового лакокрасочного покрытия
|
№
|
Наименование показателя
|
Значение
|
|
1
|
Степень перетира, мкм
|
20
|
|
2
|
Условная вязкость при температуре 20 °С по вискозиметру
типа ВЗ-246 с диаметром сопла 4 мм, с |
83
|
|
3
|
Толщина покрытия, мкм
|
50
|
|
4
|
Время высыхания до степени 3 при температуре 28°С, ч
|
1
|
|
5
|
Твердость по маятниковому прибору типа ТМЛ (маятник А)
через 24 ч, отн. ед. |
0,25
|
|
6
|
Блеск покрытия по блескомеру под углом 65°, %
|
15
|
|
7
|
Адгезия (метод «решетка»)
|
1
|
|
8
|
Прочность при ударе на приборе У-1, см
|
50
|
|
9
|
Стойкость к статическому действию:
- воды - бензина - минерального масла - дизтоплива |
+
+
+
+
|
к. т. н. И. Б. Курдюкова. По материалам журнала «ЛКМ и их применение»
Другие публикации
