Водные гибридные дисперсии на основе полиуретанов
15.08.2013

Сочетание обычных полиуретановых дисперсий с акриловыми эмульсиями обеспечивает превосходный баланс цены и качества. Возможны два варианта: физическое смешивание отдельных полимеров или создание гибридных систем, в которых одна система становится реакционноспособной в присутствии второй. Во многих случаях соотношение цена/качество у гибридных систем лучше, чем у смесей.
Наиболее распространенные органоразбавляемые полиуретановые (ПУ) ЛКМ — высококачественные продукты, применяемые для промышленной окраски. Уретановые полимеры, образующиеся при реакции большого спектра смол, содержащих гидроксильные группы, с изоцианатными группами, составляют базу для создания ЛКМ с широким набором характеристик.
Благодаря высокой химстойкости, блеску, устойчивости к ударным нагрузкам и истиранию, ЛКМ на ПУ основе подходят для применения в областях, где требуется высокое качество лакокрасочного покрытия (ЛКП). Внимание к здоровью людей и безопасности окружающей среды внесло изменения в производство ЛКМ. В обществе сформировалась потребность на менее токсичные и опасные материалы. Особое внимание уделяется снижению ЛОС вследствие ужесточения законодательства в отношении ЛОС в ряде стран. Поэтому разрабатываемые сегодня водные ПУ ЛКМ не должны уступать по своим характеристикам органоразбавляемым.
Описание
ПУ дисперсии — это полностью прореагировавшие системы, не содержащие свободных изоцианатов, низкотоксичные, с большой молекулярной массой, стабилизированые в сферических частицах диаметром менее 100 нм. Могут выпускаться в различных модификациях — от очень мягких, пластичных систем, подходящих для окраски текстиля и кож, до твердых систем для окраски древесины, металла, бетона. Можно синтезировать многочисленные промежуточные варианты под конкретные задачи.
Преимущество ПУ дисперсий состоит в том, что они однокомпонентны, однако для приведения водостойкости, химстойкости и стойкости к истиранию к оптимальному уровню могут потребоваться внешние сшивающие агенты. Как правило, ПУ дисперсии низковязкие и требуют загущения перед использованием. Доля сухого вещества колеблется от 30 и достигает максимума до 50%.
По внешнему виду ПУ дисперсии могут варьировать от прозрачных до мутных, со множеством промежуточных степеней прозрачности. Их внешний вид зависит от многих факторов: присутствия сорастворителя, молекулярного состава, системы стабилизации при производстве и среднего размера частиц.
Прозрачные ПУ дисперсии, как правило, имеют очень малый размер частиц, благодаря чему они более стабильны при хранении и придают покрытию более высокий блеск.
ПУ дисперсии имеют лучшие физико-химические свойства по сравнению с другими водными системами. Основной их недостаток — относительно высокая цена. Уменьшить расходы помогает сочетание ПУ дисперсии с другими водными связующими, например акриловыми эмульсиями.
Сравнение акриловых эмульсий и ПУ дисперсий по основным параметрам
Стиролакриловые и акриловые эмульсии наряду с ПУ дисперсиями являются самыми популярными связующими для водных ЛКМ. Акрилаты широко используются в интерьерных и архитектурных красках. В промышленных покрытиях использование акриловых эмульсий ограничено их невысокой химстойкостью.
Для достижения наилучшего соотношения цена/качество и получения ряда характеристик ПУ дисперсии смешивают с акриловыми эмульсиями. Такое сочетание обладает следующими преимуществами:
-
улучшение абразивостойкости;
-
повышение ударопрочности;
-
улучшение эластичности при низких температурах;
-
улучшение скорости высыхания при введении коалесцентов;
-
меньшая потребность в коалесцентах за счет акрилатов с высокой Tg;
-
улучшение стойкости к слипанию на ранних стадиях;
-
повышение химстойкости.
К сожалению, простое смешивание не всегда дает хороший результат. Может наблюдаться значительное снижение качества, например потеря блеска и ухудшение пленкообразования. Это объясняется тем, что при простом смешивании не происходит смешения на молекулярном уровне, между полимерными цепями нет диффузии, вследствие этого пленкообразование идет в доменах, полимеры разделены фазами.
Гибридные ПУ-акриловые дисперсии
Гибридные системы включают два связующих с их типичными свойствами и механизмом отверждения. В нашем случае — это единая цепь ПУ-акрилового полимера. Системы полимеров, созданные путем простого смешивания, обладают ограниченным потенциалом, в то время как специально синтезированные гибриды обладают новыми и необычными свойствами.
Гибридные системы создаются привычным путем: сначала из преполимеров синтезируется ПУ дисперсия, затем акриловая эмульсия синтезируется в присутствии ПУ дисперсии. ПУ действует как стабилизатор реакции.
Помимо акриловой части можно встроить самосшивающуюся функциональную группу. Сшивка происходит во время высыхания. Таким образом, можно создать полимер, который придаст конечному продукту совершенно новые свойства.
Нижеприведенное исследование демонстрирует разницу в отверждении между простой смесью ПУ и акриловых полимеров и гибридным полимером.
Таблица 1. Сравнение основных характеристик акриловых эмульсий и ПУ дисперсий
Преимущества:
|
Акриловая эмульсия |
ПУ дисперсия |
| Твердость или гибкость | Устойчивость к слипанию до 180 °C |
| Хорошая механическая прочность | Пленкообразование при 0 °C без коалесцента |
| Не желтеет | Устойчивость к растворителям |
| Атмосферостойкость | Механическая прочность |
| Возможность пигментирования | Превосходный баланс прочности/гибкости |
| Устойчивость к деформации | Высокий блеск |
| Быстрое высыхание (высокое содержание сухого вещества) | Хорошая адгезия к разным подложкам |
| Водостойкость |
УФ-стабильность
Ударопрочность
|
Недостатки:
|
Акриловая эмульсия |
ПУ дисперсия |
| Термопластичность | Цена |
| Низкая химстойкость | pH нестабильность |
| Для пленкообразования могут понадобиться коалесценты | Потеря адгезии после контакта с водой |
Таблица 2. Характеристики полимерных дисперсий
|
|
EH 3070E |
EH 1050 |
Конкурентный продукт |
|
Сухое вещество, % масс. |
37–39 |
33–35 |
37–39 |
|
Вязкость при 22 °C, сПз |
< 250 |
< 300 |
10–250 |
|
Сорастворитель |
2%-ный дипропиленгликоль диметилового эфира |
4%-ный дипропиленгликоль диметилового эфира |
4%-ный N-метилпирролидон |
|
pH |
8,0–9,0 |
7,5–8,5 |
7,5–9,0 |
|
Размер частиц, нм |
75–95 |
45–65 |
50–70 |
|
Остаточные мономеры, ppm |
< 250 |
< 250 |
< 250 |
Таблица 3. Базовая рецептура полуглянцевого покрытия
|
Компонент |
|||
| Связующее* |
82,1 |
Связующее | |
| Dowanol DPnB |
4,0 |
Коалесцент | Dow Сhemical |
| Дистиллированнная вода |
9,0 |
||
| Byk 028 |
1,0 |
Пеногаситель | Byk Chemie |
| Byk 024 |
0,2 |
Пеногаситель | Byk Chemie |
| Byk 346 |
0,2 |
Смачивающая добавка | Byk Chemie |
| Byk 381 |
0,5 |
Смачивающая добавка | Byk Chemie |
| Acematt TS 100 |
0,5 |
Матирующая добавка | Degussa |
| Acrysol RM 8 (5%-ный раствор) |
2,5 |
Модификатор реологии | Rohm & Haas |
*Все связующие разведены дистиллированной водой до содержания сухого вещества 32%.
Таблица 4. Твердость по Персозу (в секундах) в зависимости от времени
|
Время, ч |
Конкурентный продукт |
EH3070E |
EH1050 |
|
6 |
60 |
70 |
120 |
|
24 |
115 |
120 |
180 |
|
48 |
145 |
145 |
198 |
|
168 |
170 |
176 |
200 |
|
336 |
175 |
180 |
201 |
|
504 |
178 |
182 |
204 |
Исследование
Введение:
Измерение твердости по Персозу в функции от времени дает представление о скорости отверждения связующего. Исследованы три связующих: EH 1050, EH 3070E и смесь ПУ и акриловых полимеров, доступная в продаже.
- EH 1050 — самосшивающаяся ПУ-акриловая гибридная система.
- EH 3070E — смесь ПУ и акриловых полимеров, способная к самосшиванию.
- Конкурентный продукт — это тоже смесь с самосшивающимся комплексом.
Испытания:
На основе исследуемых продуктов создано полуглянцевое покрытие, рецептура которого представлена в табл. 3.
Результаты:
Результаты измерения твердости по Персозу представлены на рисунке 1.
Рисунок 1. Твердость по Персозу (в секундах) в зависимости от времени
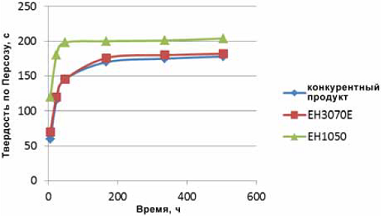
Заключение:
EH 1050 немного тверже, чем EH 3070E и конкурентный образец. Твердость связующего обеспечивает устойчивость ЛКП к царапанью.
Наиболее примечательна скорость отверждения: время отверждения EH 1050 меньше, чем у конкурентного продукта и EH 3070E. Спустя 6 ч EH 1050 достигает 60%-ного отверждения, остальные — только 34%. Спустя 24 ч EH 1050 отвердждается на 88%, остальные — на 65%.
Начальная скорость отверждения у EH 1050 (гибридная система) выше, чем у двух других продуктов, которые являются смесями отдельно полимеризированных дисперсий. Это явление объясняется разной морфологией частиц в смесях. Отдельно полимеризированные дисперсии не смешиваются на молекулярном уровне, не происходит диффузии полимерных цепей. Вследствие этого пленкообразование идет в доменах, полимеры разделены фазами.
Гибридные системы, в которых полимеризация двух связующих идет совместно, образуют гомогенную структуру, и ко времени пленкообразования полимеры уже смешиваются на молекулярном уровне, что обеспечивает равномерное пленкообразование и более быстрое отверждение.
М. Буффель, Г. Боргер / Лакокрасочные материалы и их применение. 2013 — № 8.
Другие публикации
