Оборудование для точной расшифровки нанесения ЛКМ
04.02.2014
Ощущения, возникающие при нанесении краски, — косвенный показатель качества. В большинстве своем качество проведенных работ оценивается потребителем эмпирическим путем, иными словами, квалифицированный специалист при окрашивании подложки предпочитает ориентироваться на свои опыт и интуицию. Однако субъективность мнения относительно простоты использования ЛКМ может стать серьезным препятствием для составителей лакокрасочных рецептур.
Для испытания были отобраны 3 водно-дисперсионных лакокрасочных материала (ЛКМ), продающихся в розничных магазинах. После их нанесения был проведен визуальный контроль получившихся покрытий. Данный эксперимент был поставлен при участии обученного специалиста, использовавшего специальное устройство Sensorial Evaluation Device. Прибор ни в коей мере не препятствовал оценке, более того, он определял скорость движения валика по субстрату и приложенную для этого силу. Полученные результаты указывают на то, что устройство совершенно точно считывает всю информацию, которая впоследствии может пригодиться для понимания природы субъективной оценки краски. Реологические свойства ЛКМ предоставляют дополнительные сведения для осмысления процесса интуитивного восприятия краски.
Определение задач
Целью данной работы стала попытка перенести элементы персональной оценки в сферу точных наук, базирующихся на измерениях приложенной силы и скорости, которые требуются для перемещения валика по подложке. Ключевым допущением в данном подходе является то, что специалист окрашивал поверхность, ориентируясь на желаемый результат и отведенный для его получения временной промежуток. В целом основа интуитивной оценки краски определяется предпринятыми усилиями, необходимыми для
достижения нужного результата, и стандартами качества, с которыми приходится проводить параллель. По этой причине было предложено осуществить цифровой сбор данных для однозначной расшифровки особенностей индивидуального восприятия краски. В дальнейшем, принимая во внимание реологию ЛКМ, возможно прийти к пониманию основополагающих наук, стоящих позади интуитивной оценки.
Сенсорный прибор для оценки
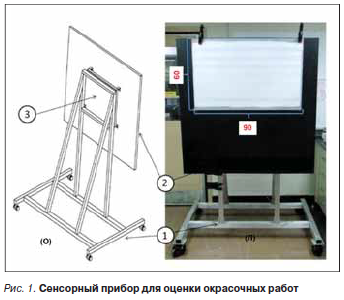
На рисунке 1 изображены оборотная (О) и лицевая (Л) стороны функционального устройства. Сам прибор состоит из портативного каркаса (1), монтажной панели (2) и нагрузочной пластины (3), которая вставлена в каркас. Монтажная панель закреплена на передней стороне нагрузочной пластины таким образом, чтобы можно было определять силу и затраченное на окрашивание подложки время. На рисунке 1 показан прибор со специальной карточкой (она установлена на монтажной панели), разлинованной серыми полосами, размером 60х90 м.
На рисунке 2 предс т авлена система координат, в которую вписываются все данные, собранные нагрузочной пластиной. Она измеряет силу сдвига (Fx и Fy), нормальную силу (Fz) и 3 момента времени (Mx, My, Mz). Координаты центра давления валика в процессе нанесения краски могут быть получены путем отношения силы и времени: X = My ∕ Fz и Y = Mx ∕ Fz. Наряду с другими комбинация силы и координат позволяет проводить подсчет таких параметров, как скорость нанесения ЛКМ.
Рис. 2. Система координат, в которую вписаны данные, собранные нагрузочной пластиной
.png)
Эмпирический подход
Три краски, обозначенные как образец 1, образец 2 и образец 3, были нанесены на специальную карточку, закрепленную на монтажной панели. В таблице 1 приведены «сенсорные» показатели краски. Образец 1 продемонстрировал наилучшую степень растекания и высокую способность сохранять первоначальные свойства при раскатывании.
Краска, обозначенная как образец 2, отличалась сильным снижением вязкости при сдвиге. В добавление к этому материал характеризовался высокой степенью разбрызгивания, что снижало скорость его нанесения. И наконец образец 3 показал среднюю устойчивость и небольшое снижение вязкости при сдвиге.
Таблица 1. Эмпирическая оценка процесса нанесения покрытия
|
Наименование
|
Вязкость по Стормеру
|
ICI-вязкость
|
Относительная оценка окрашивания
|
|
Образец 1
|
112 KU
|
1,92 Р
|
Лучшая укрывистость и способность сохранять
первоначальные свойства при раскатывании
|
|
Образец 2
|
2 103 KU
|
0,96 Р
|
Сильное снижение вязкости при сдвиге
|
|
Образец 3
|
102 KU
|
1,37 Р
|
Средняя устойчивость и небольшое снижение
вязкости при сдвиге
|
Оценка эксперимента
Нанесенное покрытие оценивали с применением специальной карточки, разлинованной серыми полосами (рис. 3). Следует обратить внимание на то, что нижняя часть таблицы приблизительно совпадает с осью X, отмеченной на рис. 2. Расчетное значение X варьируется в диапазоне от −0,3 до 3 м, тогда как значение Y — от 0 до 0,5 м. Это позволяет говорить о том, что изменения в координатах X и Y определенным образам описывают процесс нанесения краски. К примеру, синхронное увеличение значений X и Y будет свидетельствовать о том, что движение происходит вверх к правому углу, тогда как уменьшение будет отображать движение вниз к левому краю. Увеличение X при уменьшении Y указывает на то, что валик перемещается вниз к правому углу и т.д.
Рис. 3. Мгновенный снимок одной из частей эксперимента по нанесению покрытия
.png)
На рисунке 3 продемонстрирован моментальный снимок, сделанный приблизительно в первой части эксперимента по нанесению образца 1. Оси X и Y показывают передвижение валика, а цифры от 1 до 10 характеризуют последовательность действий. Линии окрашены по принципу, позволяющему легче проиллюстрировать проход валика: голубой цвет описывает траекторию движения вправо, зеленый − влево, красный – к границе отслеживания вертикальных циклов.
Рисунок 3 воссоздает начало движения валика к нижней части левого угла. Три движения вверх и вниз (1−3, голубой цвет) понадобились для того, чтобы переместить валик из левой нижней части в правую. Все это сопровождалось вертикальным циклом (4, красный цвет), дублирующим правую границу карточки. Впоследствии направление движения было немного изменено, а сам валик был перенесен к левому краю (5−9, зеленый цвет). Направленное влево движение закончилось на вершине соответствующего
угла с повышением на половине цикла, обозначенным зеленым. Рамки на мгновенном снимке были установлены вертикальным циклом (10, красный цвет), совпадающим с левой границей карточки.
Собранные данные обрабатываются в автоматическом режиме, позволяя получать нужное для описания процесса окрашивания количество параметров. Некоторые из них приведены в таблице 2.
Таблица 2. Параметры для описания процесса окрашивания
|
Наименование
|
Масса, г
|
Общее
время окраски, с |
Фактическое
время окраски, с |
Расстояние
прохода, м |
Средняя
скорость,
м/с
|
Средняя
нормальная сила, Н |
Общая работа
по окрашива- нию, Дж |
|
Образец 1
|
29,2
|
45,2
|
37,1
|
21,6
|
0,48
|
11,9
|
93,9
|
|
Образец 2
|
21,7
|
47,2
|
42,3
|
23,4
|
0,51
|
6,9
|
54,7
|
|
Образец 3
|
38,9
|
60
|
43,1
|
23,7
|
0,49
|
8,2
|
72,1
|
Масса использованной краски, указанная во второй колонке таблицы 2, рассчитывалась с учетом разности силы Fy, приложенной в конце и в начале окрашивания. Общее время определялось как время, потраченное на весь процесс окрашивания. Фактическое время окраски — это сумма временных отрезков, за которые валик перемещался или останавливался. Расстояние — весь путь который проделал валик. Средняя скорость и нормальная сила — самоочевидные параметры. Общую работу рассчитывали по следующей формуле: W = ΣFx ΔX + Fy ΔY.
Реология краски
Реология красок 1−3 определялась при помощи реометра «TA Instruments AR G2», работающего в режиме контролируемого напряжения. Температуру поддерживали на уровне 25 °C с помощью теплового насоса, действующего согласно эффекту Пельтье. Насос, в свою очередь, был соединен с нижним элементом реометра. На рисунке 4 приведены результаты измерения вязкости красок при постоянной скорости сдвига.
Рис. 4. Вязкость красок при постоянной скорости сдвига
.png)
Образец 2 показал наивысшую вязкость при низкой скорости сдвига, тогда как образец 3 при низкой скорости сдвига продемонстрировал поведение ньютоновской жидкости. Очевидно, образец 2 проявлял сильную склонность к снижению вязкости при сдвиге.
В конечном счете опытным путем удалось продемонстрировать, каким образом работает уникальный сенсорный прибор, способный оценивать процесс нанесения покрытия. Такие показатели, как скорость движения валика, общая работа и фактически затраченное время, позволят технологам правильно определять рецептуры красок, исключая субъективные мнения подрядчиков.
Джон Харрис, Энтони Вайнберг, Ashland Specialty Ingredients. По материалам журнала «Coatings Tech».
Другие публикации
